 企业介绍
企业介绍  企业文化
企业文化  发展历程
发展历程  企业荣誉
企业荣誉  企业图片
企业图片  联系我们
联系我们  在线留言
在线留言 
有网友留言,想看关于宝宇数控飞刀盘使用方法的干货文,今天它来了!
内容有点长,信息量大,涉及的点也比较多,如果你有需要,答应我一定要看完,我相信一定会有所收获!
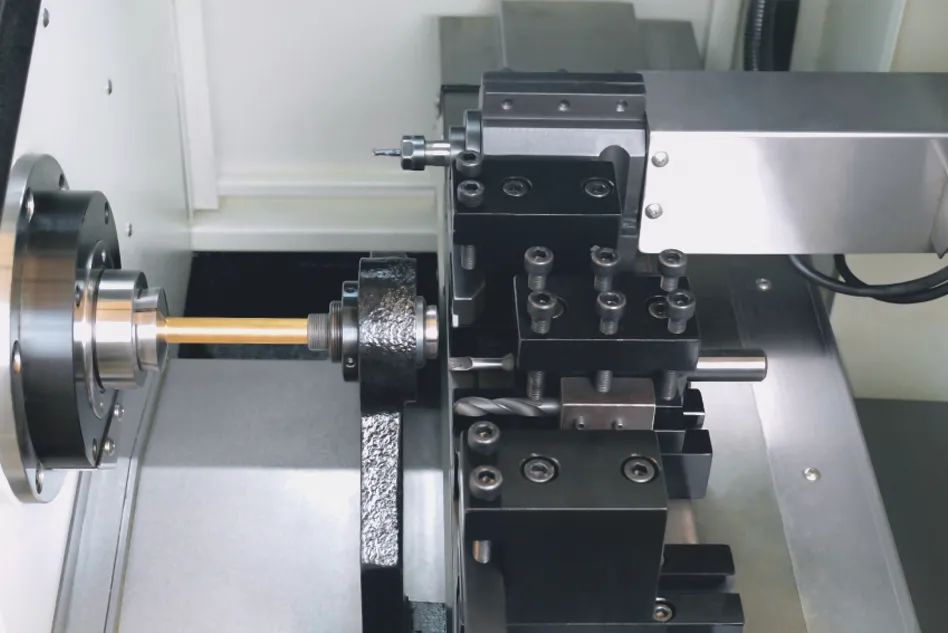
相较于传统的加工方式,现在越来越多客户使用飞刀盘加工六角类产品,不仅节省了成本,更是提高了加工效率。飞刀盘加工本质就是飞刀盘动力头和主轴同步旋转,所以我们需要知道主轴与动力头同步旋转的指令代码就可以实现操作。(该视频加工使用机型为CK0625A排刀机)


01
使用代码如下
M103 S_
#M103表示主轴和动力头同步同步正转 S后面跟主轴转速
M104 S_
#M104表示主轴和动力头同步同步反转 S后面跟主轴转速
M105
同步旋转停止
02
不同转速比代码如下
M103/104
表示主轴与动力同步正转/反转,速度比例为 1:1
M103.2/104.2
表示主轴与动力同步正转/反转,速度比例为 1:2
M103.3/104.3
表示主轴与动力同步正转/反转,速度比例为 1:3
M103/104
#M103表示主轴和动力头同步同步正转 S后面跟主轴转速
M103.4/104.4
表示主轴与动力同步正转/反转,速度比例为 1:4
M103.5/104.5
表示主轴与动力同步正转/反转,速度比例为 1:5
M103.6/104.6
表示主轴与动力同步正转/反转,速度比例为 1:6
M103/104
#M103表示主轴和动力头同步同步正转 S后面跟主轴转速
* 以上指令需要宝宇系统V7.3.5以上版本支持。查看方法:功能-4帮助
对于需要重复加工的场景,要保证两次加工角度正确,需要使用主轴和动力头定位功能。指令如下:
G10 D0 G10主轴定位指令,D后面是定位角度
M16.1 D0 M16.1是动力头定位指令,D后面是定位角度
加工案例
加工如下图六角工件

加工案例

尺寸标记如上图
我们以CK0625A机型编程序:
飞刀盘装一把刀具,主轴与动力头转速比1:6;代码如下(可左右滑动查看):
1. M03 S25002. T13. G0 X20.04. Z05. G1 X-1.0 F2006. G0 X13.5 Z0.37. G1 Z-10.0 F1508. X14.09. Z-15.010. X17.0 F50011. G1 X19.0 W-1.0 F25012. G0 Z20.013. M514. G4 F0.5 #延时0.5s15. M103.6 S400 #主轴转速400,动力头转速240016. T217. G0 X-15.018. Z0.519. G1 X-12.0 F30020. G1 Z-10.0 F15021. G1 X-15.0 F50022. G0 Z30.023. M105
以上程序是主轴停止后,延时0.5秒后,启动同步旋转。
一般情况下不需要主轴定位,可以节省时间。需要主轴定位和动力头定位时,主轴可以在旋转状态直接定位。程序修改如下(下方代码可左右滑动查看):
1. M03 S25002. T13. G0 X20.04. Z05. G1 X-1.0 F2006. G0 X13.5 Z0.37. G1 Z-10.0 F1508. X14.09. Z-15.010. X17.0 F50011. G1 X19.0 W-1.0 F25012. G0 Z20.013. G10 D0 #主轴定位(旋转中直接定位不需要M5)14. M16.1 D0 #动力头定位15. M103.6 S400 #主轴转速400,动力头转速240016. T217. G0 X-15.018. Z0.519. G1 X-12.2 F30020. G1 Z-10.0 F15021. G1 U-0.5 F50022. G0 Z0.523. X-11.024. G1 Z0 F30025. X-12.0 W-0.5 F12026. Z-10.0 F15027. G1 X-15.0 F50028. G0 Z30.029. M105
程序19-25行是增加了头部倒角和精加工。
以上就是宝宇数控飞刀盘使用的方法啦!还有什么想了解的欢迎大家评论区留言互动!



 13665782988
13665782988 

 点击咨询
点击咨询 